模切产品工艺流程详解
模切是一种广泛应用于包装、电子、汽车等行业的精密加工工艺,主要用于将材料切割成特定形状。以下将从模切工艺的定义原理、典型工艺流程、不同材料差异以及设备工具四个方面进行全面介绍。
一、模切工艺的定义与原理
模切工艺是一种通过模切刀版将印刷品或其他板状坯料轧切成所需形状和切痕的成型工艺。其核心原理包含两个关键环节:
1、模切:使用模切刀根据产品设计要求的图样组合成模切版,在压力作用下将材料切割成特定形状。传统模切工艺可以使印刷品的形状不再局限于直边直角,实现各种复杂图形的裁切。
2、压痕:通过压线刀或滚轮在材料上施加压力,形成凹凸线痕,便于后续折叠成型。模切与压痕通常集成于同一模板,实现批量生产。
模压前需先根据产品设计要求,用钢刀(模切刀)和铜线(压线刀)或钢模排成模切压痕版(简称模压版),将模压版装到模压机上,在压力作用下将纸板坯料轧切成型并压出折叠线或其它模纹。
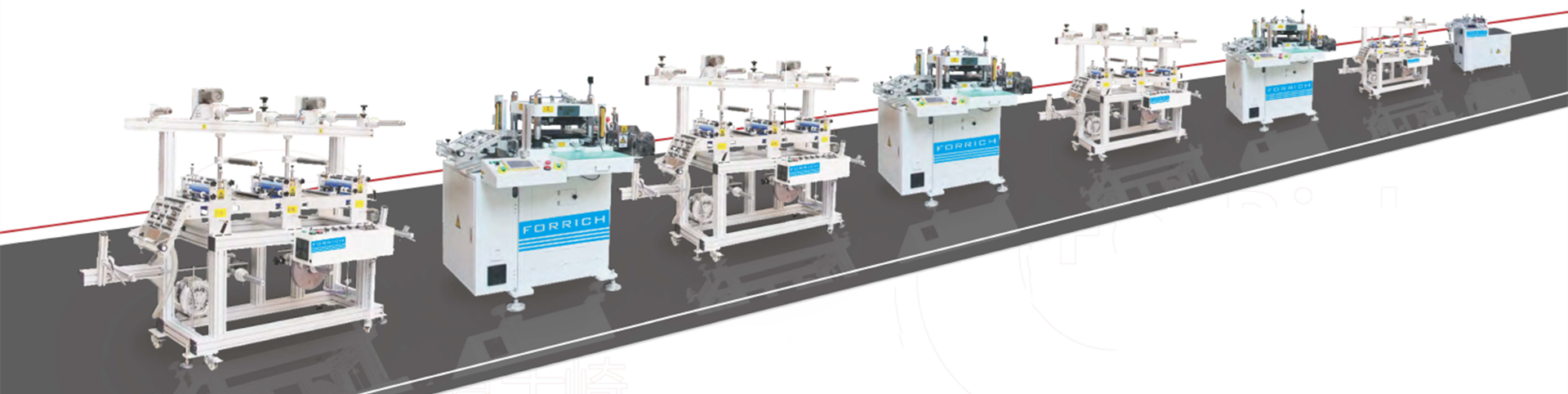
二、模切产品的典型工艺流程
模切产品的生产流程通常包含以下八个关键步骤:
1、上刀模:
将刀模与样品或图纸进行对比,检查是否合适
检查钢刀的刀锋锋利度和是否有缺口
确认钢刀和所画的钢线位置是否对齐
检查开孔开槽的刀线是否采用整刀
验证线条转弯位置是圆角还是直角
确保两头钢刀接口紧密连成一块以便清除废料
检查钢刀接口两头是否有尖角等问题
发现问题应及时修正或替换新刀模
2、放底板:
由于冲床大多是平压平结构,冲头下面材质是实铁
需要放置底板以便调模
底板材质和厚度会影响模切效果
3、调整压力:
底板放好后开机试冲压几次,把钢刀压平
如底板上印痕两边不一样,应调节压力或增减衬垫层使刀线压力一致
确定模切位置是否居中,以提高生产效率
4、试压模切:
完成准备工作后,先冲压几个产品与样品对比
检查毛边等问题,确保无误后再进行批量生产
5、模切定位:
确认好以上步骤后,对材料进行定位
定位准确与否直接影响后续生产加工的效率和精度
6、正式模切:
开始批量生产
仍需保持定期检查,发现问题及时解决
7、清除废料:
模切过程中会产生废料,需要及时清除
保持模切机清洁对保证产品质量至关重要
8、成品检查:
对成品进行抽查,确保没有质量问题
检查内容包括尺寸精度、切口质量、压痕效果等
对于圆刀模切工艺,还有两个特殊步骤:
1、上料:材料上机时要位置放准并保持一定张力,绷紧后自然走正;换料时接头要接好,胶要交叉接,底纸要对接
2、排废:将模切产生的废料带走,这是圆刀机加工过程中的关键和难点,针对不同情况需采用不同方法
三、模切工艺的设备和工具
模切工艺中使用的设备和工具直接影响生产效率和产品质量,主要包括以下几类:
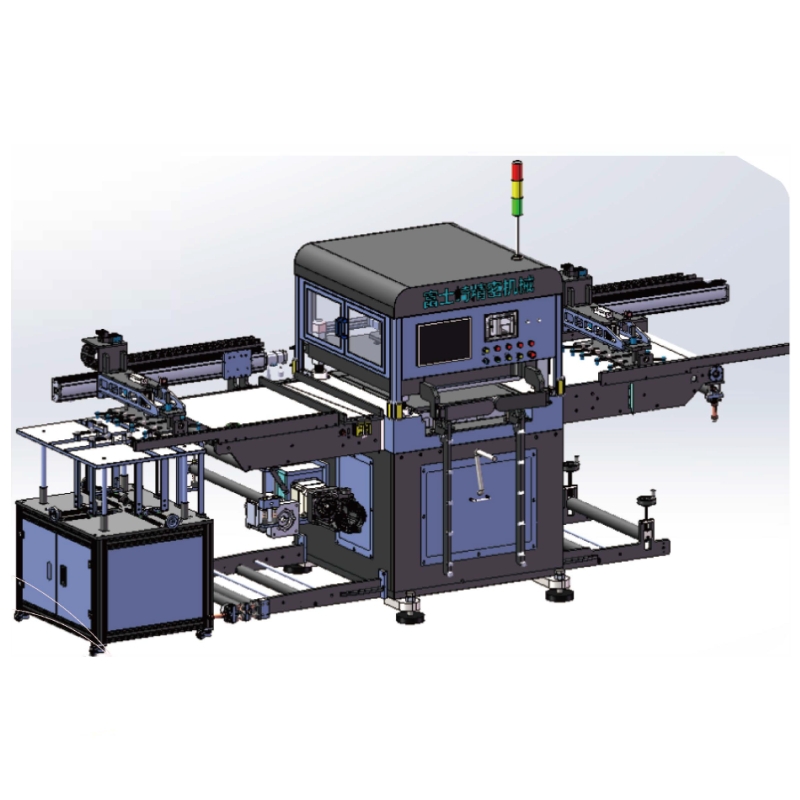
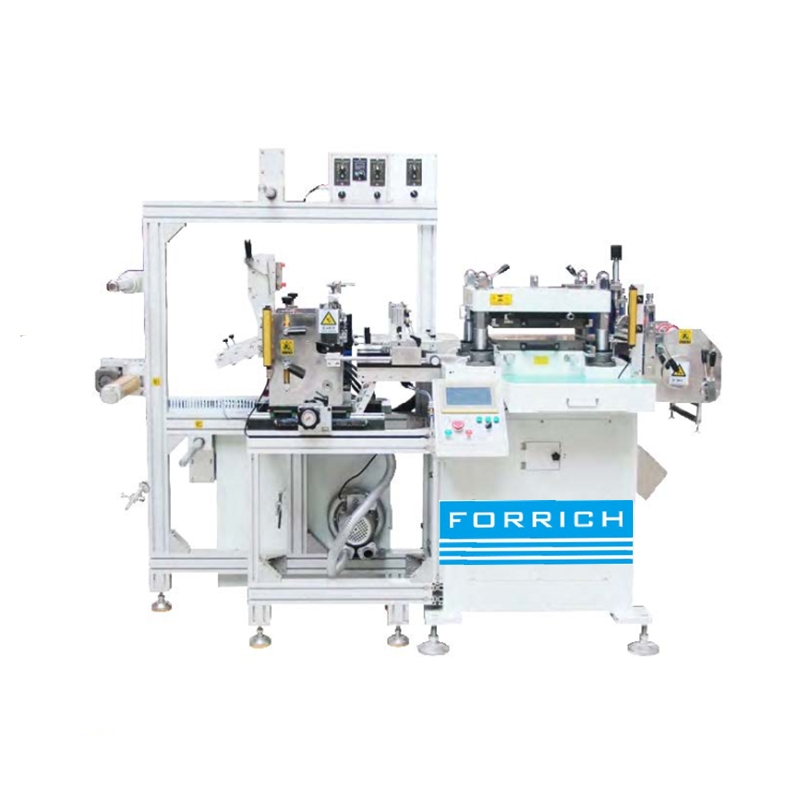
1、模切机:
平压平模切机:结构简单,适合小批量生产
圆压圆模切机:生产效率高,适合大批量连续生产
圆压平模切机:介于两者之间,有一定灵活性
现代模切机还可集成自动排废、贴合等功能
2、模切刀具:
旋转模切刀(圆压圆模切刀):
采用圆轴雕刻工艺制造
加工精度高达0.02mm
多层刀刃复合结构
超硬材料热处理技术
产品类型包括顶出刀、分条刀等
平压平模切刀:
由钢刀、五金模具、钢线组成
通过压印版施加压力将材料轧切成型
3、辅助设备:
贴合机:用于多层材料的复合
电脑切片机:实现高精度切割
视觉模切机:通过视觉系统提高定位精度